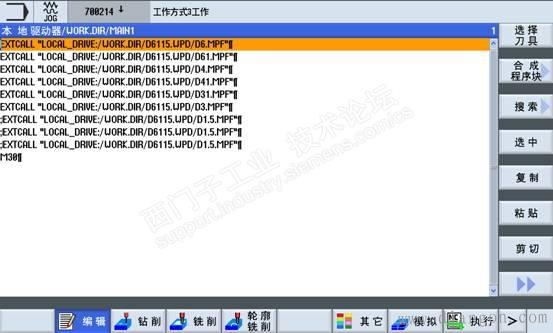
目前所使用的数控机床类型主要包括数控车床、数控铣床以及工件加工中心。 1.数控车床主轴部件结构特点 (1)主轴的主体结构是一个空心阶梯轴。 (2)主轴的前面部分主要由法兰盘和专门的卡盘结构组成。 (3)主轴的后面部分放置回转油缸。 (4)主轴空心部分用于设置油缸的活塞杆。 (5)车床的传动装置主要有齿轮传动、传送带传送以及齿轮-传送带组合传动等方式。 (6)驱动器主要作用是连接电动机,驱动数控车床的运转。 (7)光电脉冲编码器,用于测量主轴的转动速度,并及时反馈信息至数控系统。 (8)回转油缸的主要作用是通过调整液压来控制卡盘装置与法兰盘的结合与分离。 2.数控铣床主轴部件结构特点 (1)同数控车床一样,主轴的中心是空心的。 (2)主轴的前面部分是一个比例为7:24的锥型孔洞,并且在端面上设有一对专门的主轴转矩检测装置将主轴转矩数据传输给铣刀。 (3)主轴的后面部分设有液压缸装置用于放松铣刀。 (4)主轴中间的空心部分用于弹簧的安装、以及铣刀固定刀爪的安装等。 (5)主轴的传动装置主要是齿轮传动,而且是变速传动。 (6)电气结构与数控车床相似,驱动器用于连接电动机,驱动数控铣床的运转;光电脉冲编码器,用于测量主轴的转动速度,并及时反馈信息至数控系统;液压缸的主要作用是通过调整液压来控制回路。 3.工件加工中心主轴部件结构特点 工件加工中心主轴部件的大致结构与数控铣床相类似,唯一不同的地方在于工件加工中心自带刀库和自动换刀的装置,自动化程度相对较高,在控制结构上与数控铣刀会有所不同,具体表现在: (1)主轴多出一个停转精度控制装置,主要作用是严格控制好主轴停止的位置,便于自动换刀装置进行精准、有效率的换刀。 (2)刀库配送刀具的系统与数控系统联系在一起,使得刀库配送出的刀具能及时被数控装置调用到数控机床,完成自动换刀工作。 EXTCALL指令在840Dsl模具加工设备中的应用 模具加工程序动辄上万条指令,根据工艺要求划分为几个程序,每个程序大小约5M,NC存储器只有4M,程序无法装载到NC,只能存于4G本地驱动器中,常规程序调用的默认路径是NC存储器,操作人员采用每个程序单独执行的方法,加工完一个程序更换下个程序,增加操作人员劳动强度。 采用EXTCALL指令,利用给定路径访问本地驱动器、USB设备、网络驱动器上的主程序或子程序。 1、 在本地驱动器新建WORK文件夹,属性WORK.DIR
|
数控机床主轴部件结构-EXTCALL指令在840Dsl模具加工设备应用
时间:2017-02-23 08:20来源:未知 作者:admin 点击:
次
数控机床主轴部件结构-EXTCALL指令在840Dsl模具加工设备中的应用



顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 发表评论
-
- 最新评论 进入详细评论页>>