1、数控车床返回参考点动作过程 (1)在JOG模式下选择“返回参考点”操作; (2)分别按下“X+”和“Z+”方向选择键; (3)坐标轴按照操作以“快速进给”速度,向参考点移动; (4)机床上的“减速挡块”压下“减速开关”后,“减速信号”生效,坐标轴以“慢速进给速度”继续移动; (5)“减速挡块”越过“减速开关”后,“减速开关”复位; (6)当“减速开关”复位后,位置检测装置检测到第一个“PCZ信号”(又称一转信号)后开始检测位移,当到达机床设置的参考点“格栅偏移量”后,坐标轴停止运动,停止位置即为机床参考点。 由返回参考点过程分析可知,正常返回参考点需要四个条件: (1)机床必须在“返回参考点”方式下动作。 (2)“减速开关”必须正常。 (3)机床必须可以检测到第一个“PCZ信号”。 (4)数控系统相关参数必须正确。 2、数控车床找不到参考点故障的原因分析 根据经验可知数控车床找不到参考点主要有以下2种情况: (1)返回参考点过程中工作台无减速动作,一直正向运动出现超程报警。这是因为返回参考点“减速开关”失灵,没有发出减速信号,工作台持续运行引起超程报警。遇到此类情况应先解除超程报警,检查“减速开关”是否可以正常动作及减速信号线路是否出现断路现象。 (2)返回参考点过程中工作台有减速动作但没能找到参考点,最后出现超程报警。原因可能有有以下可能:光电编码器没有发出“PCZ信号”;“PCZ信号”在传输或处理时出现丢失现象;位置检测装置硬件故障,对“PCZ信号”不能正常识别,可用元器件代换法结合信号跟踪法判断故障。 3、维修实例 (1)故障现象:某配套“GSK广州数控”的6136数控车床,在X轴回参考点过程中,没有减速动作,发生超程报警。 分析及处理:经观察机床在返回参考点的过程中,通过“减速开关”时工作台无减速动作,由此判断故障与减速信号有关。经过数控车床plc诊断显示,X轴“减速信号”在“减速挡块”压上/松开后,均无变化。初步判断可能是机床的减速开关触点故障或减速信号线断路。 使用万用表测量,发现是减速开关信号线断路,重新连接后,故障消失。 (2)故障现象:某配套“HNC21T”华中世纪星数控系统的CAK6136数控车床,Z轴伺服电机检修后首次开机,Z轴返回参考点的过程中出现超程报警。 分析及处理:经故障重现,机床返回参考点时经过“减速开关”后有减速动作但找不到参考点,工作台继续运行,压到限位开关后出现超程报警。应是光电编码器没有发出“PCZ信号”或“PCZ信号”在传输或处理时出现丢失。检查发现,机床Z轴编码器反馈线在重新与伺服驱动器连接时接口处接触不良,导致信号传递时丢失。重新连接编码器与伺服驱动器的信号线后故障消失。 数控机床的维修人员应熟练操作机床,理解回参考点的原理,熟悉数控系统回参考点的方式,熟练使用万用表、示波器等工具,并善于观察故障现象,依据故障的表现“据理析象”快速确定故障原因,迅速排除故障恢复生产。 ca6140车床电气控制线路
CA6140型卧式车床的电气控制线路如图所示。
图中可分主电路、控制电路和照明指示灯电路,现以图为例进行简要讲述。
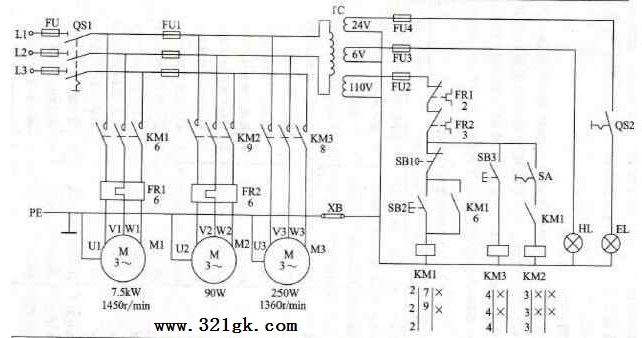 图 CA6140型卧式车床电气原理图
(1)主电路
主电路共有三台电动机。其中M1是主轴电动机,由接触器KM1控制,实现主轴旋转和刀架的进给运动,M1由热继电器FR1作过载保护。M2是冷却泵电动机,由接触器KM2控制,用以输送切削液,M2由热继电器FR2作过载保护。M3是刀架快速移动电动机,由接触器KM3控制,实现刀架的快速移动。
三相交流电源通过转换开关QS1引入,电动机M2和M3共用一组熔断器FU1作短路保护。
(2)控制电路
控制电路的电源由控制变压器TC二次侧输出110V电压提供。
①主轴电动机的控制。按下启动按钮SB2,接触器KM1的线圈得电,KM1吸合并自锁(以下简称接触器KM1得电吸合并自锁),其主触头闭合,主轴电动机M1启动运转。同时KM1的另一对动合触头(9列)闭合。按下停止按钮SB1,M1停转。
②冷却泵电动机的控制。只有当接触器KM1得电吸合,使其动合辅助触头(9列)闭合后,合上开关SA,接触器KM2才能得电吸合,冷却泵电动机M2才能启动运转。
③刀架快速移动电动机的控制。刀架快速移动电动机M3的启动是由安装在进给操纵手柄顶端的按钮SB3来控制的。它与接触器KM3组成点动控制环节。将操作手柄扳到所需的方向,按下按钮SB3,KM3得电吸合,电动机M3启动运转,刀架就向指定方向快速移动。因快速移动电动机是短时工作,故未设过载保护。
(3)照明和指示灯电路
控制变压器TC的二次侧分别输出24V和6V电压,作为机床低压照明和指示灯的电源。EL为机床的低压照明灯,由开关QS2控制;HL为电源的指示灯。它们分别用FU4和FU3作短路保护。
(责任编辑:admin) |
数控车床找不到参考点故障诊断维修方法 ca6140车床电气控制线路
时间:2017-06-06 07:21来源:未知 作者:admin 点击:
次
数控车床找不到参考点故障诊断维修方法-ca6140车床电气控制线路
顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 发表评论
-
- 最新评论 进入详细评论页>>